









En tant que première usine spécialisée dans la fabrication d'autocuiseurs en acier inoxydableNous adhérons à un système rigoureux de production et de contrôle de la qualité (CQ). Notre engagement garantit que chaque unité répond aux normes internationales les plus strictes. Ce guide fournit une vue d'ensemble systématique du système de production et de contrôle de la qualité. Linkton Le parcours de fabrication - de la sélection des matières premières à l'expédition finale - met en évidence notre excellence en matière de fabrication et nos critères de qualité pour nos partenaires mondiaux.
Étape 1 : Contrôle de la qualité à l'arrivée (IQC)
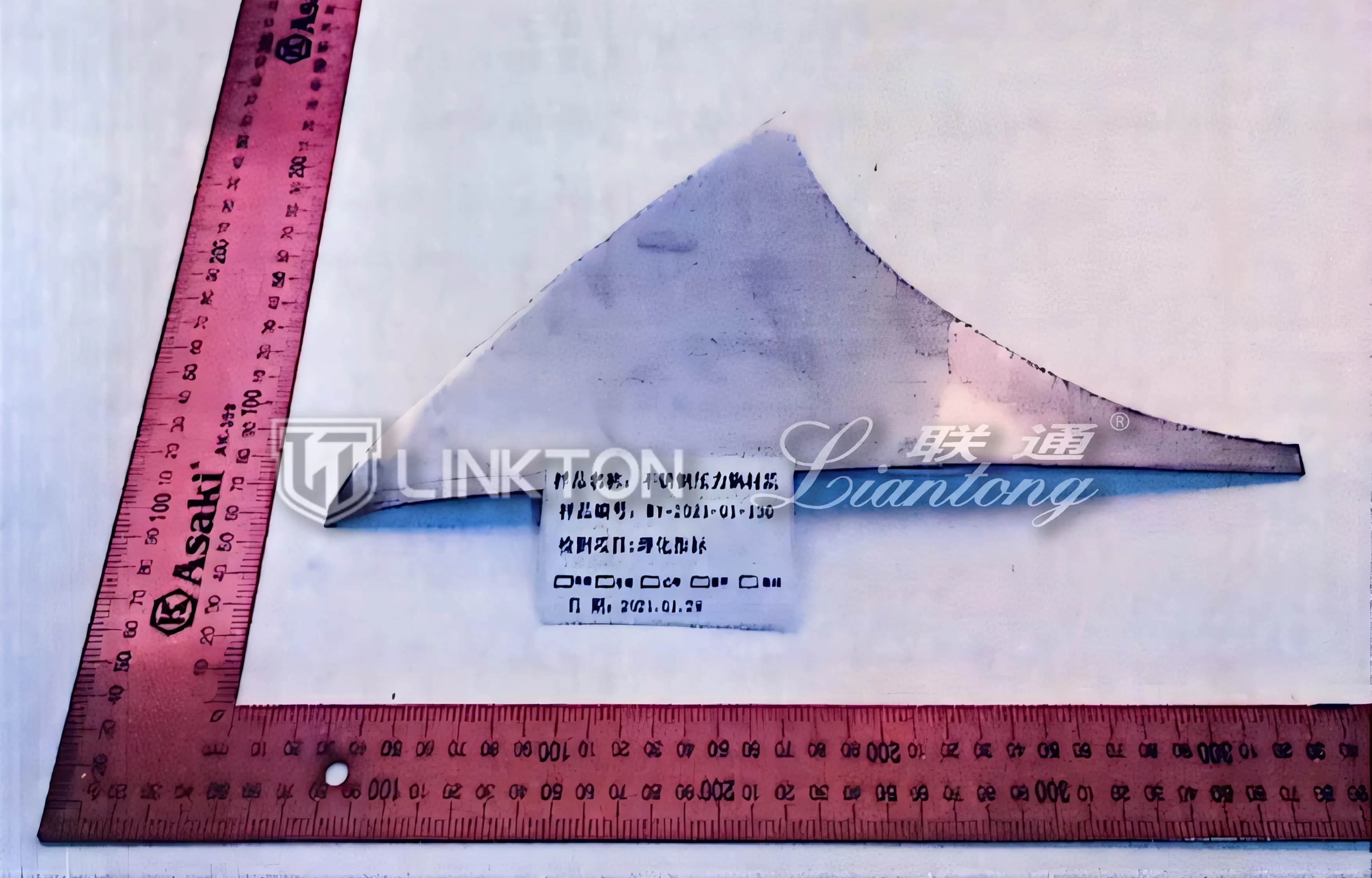
La qualité commence à la source. Chaque lot de SUS 304/316 Les bobines d'acier inoxydable sont soumises à des règles strictes Contrôle de la qualité à l'arrivée (IQC).https://www.linktonkitchen.com/
- Analyse chimique : Utilisation de spectromètres avancés pour vérifier la teneur en chrome (Cr) et en nickel (Ni).
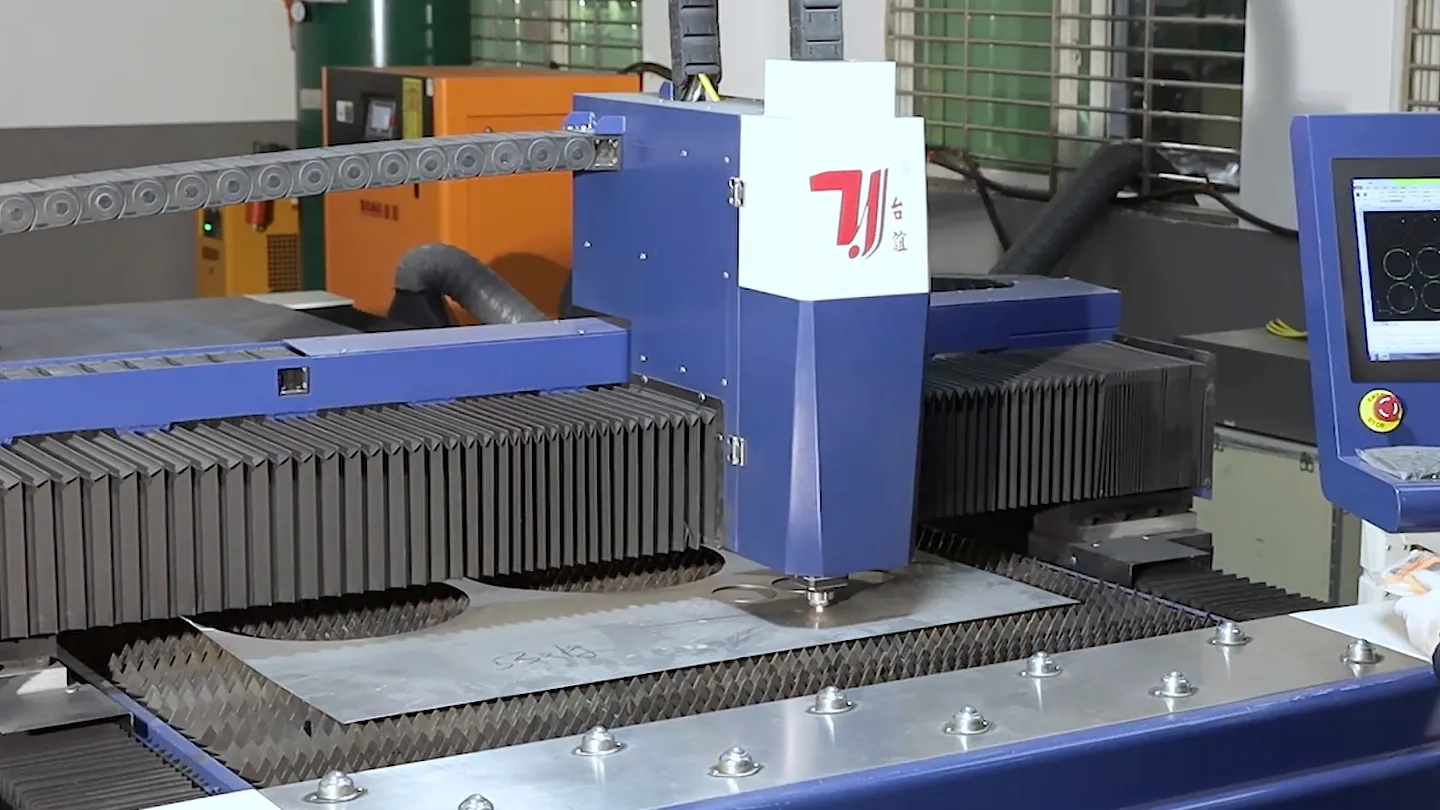
- Tests physiques : Nous contrôlons l'épaisseur de l'acier et la finition de la surface avant le Mise à blanc où les bobines d'acier sont découpées en disques circulaires précis.
Étape 2 : Formation du corps et dessin en profondeur
Cette étape définit l'intégrité structurelle de l'autocuiseur.
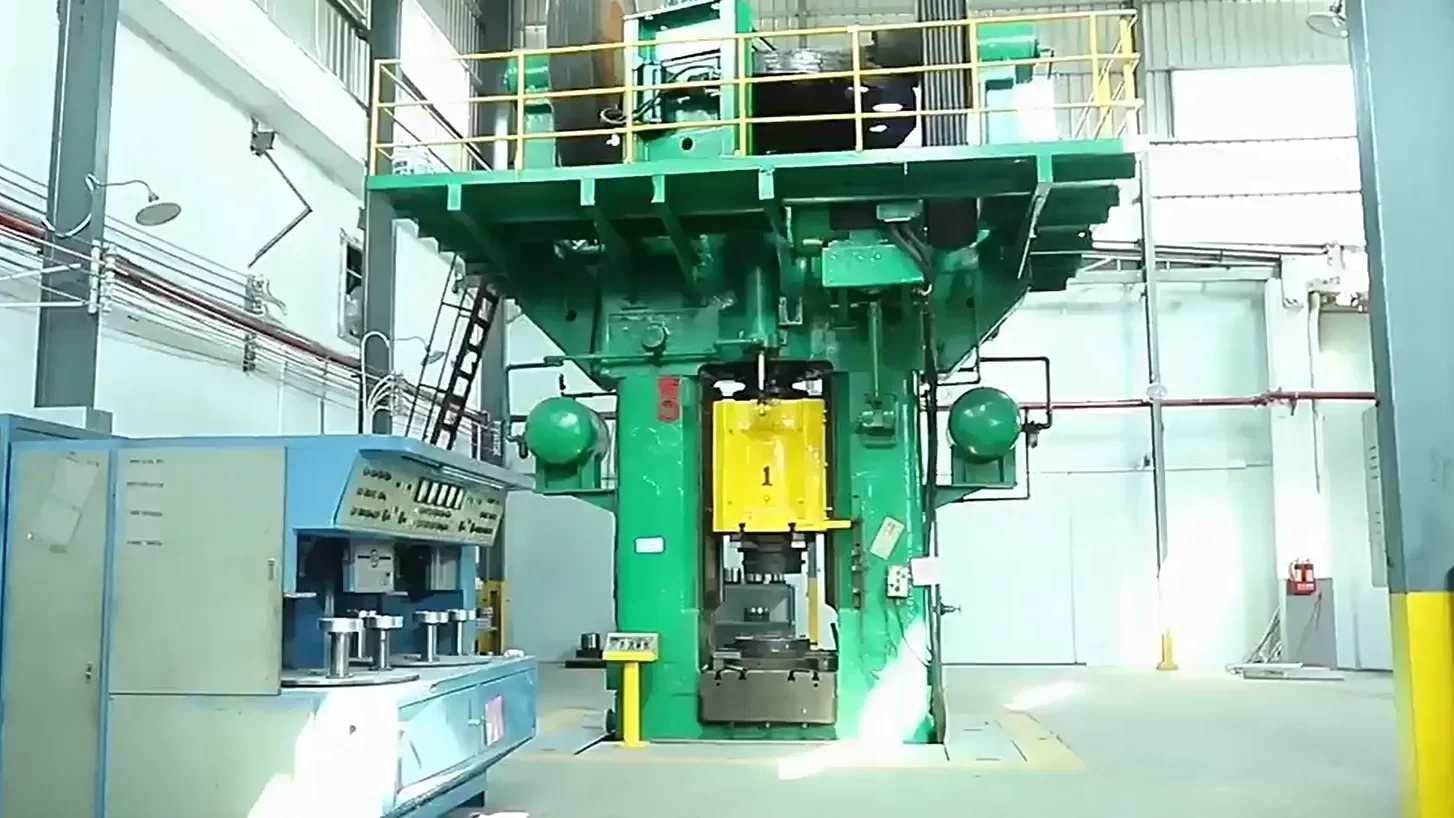
- Dessin en profondeur : À l'aide de presses hydrauliques à fort tonnage, nous transformons des disques d'acier en un corps de pot monobloc et sans soudure.
- Garniture et perlage : Les bords excédentaires sont éliminés et le rebord est renforcé pour assurer l'étanchéité avec le couvercle.

Étape 3 : Collage par impact avancé (base multicouche)
Pour garantir la compatibilité avec l'induction et une efficacité thermique supérieure :
- Fusion à haute pression : Sous 2 500 tonnes de pressionLe fond est constitué de plusieurs couches d'aluminium et d'acier inoxydable 430, fusionnées à la base. Cette "liaison par impact" empêche le fond de se déformer ou de se détacher après des années de cycles de forte chaleur.
- Polyvalence : Nous proposons des options de base composite à 3 ou 5 couches pour répondre aux différents besoins du marché.

Étape 4 : Finition de la surface et personnalisation
- Polissage en plusieurs étapes : Chaque unité est soumise à un polissage automatique et manuel afin d'obtenir un résultat optimal. Finition miroir ou Finition satinée.
- Marquage au laser : Gravure laser de précision pour les logos des marques OEM.
- Nettoyage par ultrasons : Un bain ultrasonique complet élimine toutes les huiles industrielles et les résidus de polissage, garantissant ainsi une propreté de qualité alimentaire.

Étape 5 : Le système de contrôle de la qualité de Linkton (le cœur de la production)
Un processus d'inspection à trois niveaux régit notre fabrication :
1. Contrôle de la qualité en cours de fabrication (IPQC)
- Fiabilité des soupapes de sécurité : Tester le seuil de pression exact à partir duquel les soupapes libèrent de la vapeur.
- Essai de pression pneumatique : Chaque unité finie est pressurisée pour s'assurer que le corps et le couvercle résistent aux pressions de travail prédéfinies sans se déformer.
- Intégrité structurelle : Les techniciens contrôlent la précision du rivetage et la solidité de la fixation des poignées.
- Contrôle fonctionnel : Vérification du bon déroulement des opérations d'ouverture/fermeture des vannes.


2. Contrôle final de la qualité (CQF) et essais en laboratoire
Avant d'être emballés, des échantillons aléatoires sont soumis à des tests fonctionnels et destructifs rigoureux :
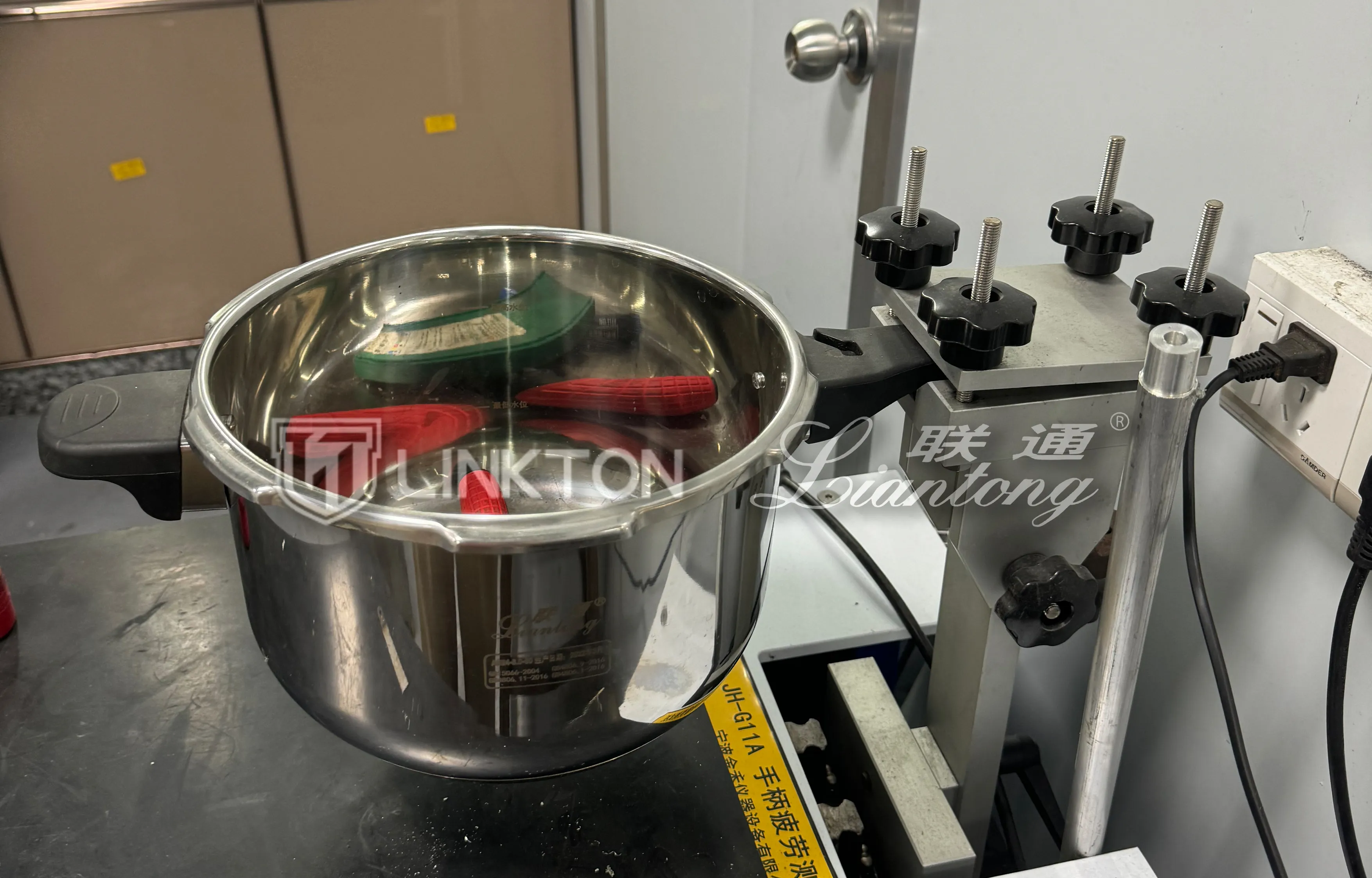
- Durabilité de la poignée : Tolérances d'essai et résistance thermique pour garantir une sécurité ergonomique à long terme.
- Essai de contrainte du joint/de la bague d'étanchéité : Les bagues d'étanchéité sont immergées dans de l'eau acide ou huileuse pendant une période de deux ans. 72 heures pour vérifier la stabilité du matériau et son étanchéité.
- Performance dans le monde réel : Simulation de scénarios de cuisine domestique pour vérifier l'efficacité du chauffage et la distribution de la chaleur.
- Essai au brouillard salin : Assurant la résistance à la corrosion du 100% dans les environnements humides ou côtiers.

3. Contrôle de qualité sortant (OQC)
Avant que le conteneur ne soit scellé, une inspection finale est effectuée conformément aux dispositions de l'annexe I. NQA (limite d'acceptation de la qualité) Les normes de l'UE couvrent l'intégrité de l'emballage, la précision manuelle et la perfection esthétique.
Soutien à la qualité et à la certification
Notre production est conforme aux systèmes de gestion internationaux. Nous fournissons une documentation complète pour faciliter votre entrée sur le marché :
- ISO 9001 Gestion de la qualité.
- LFGB / FDA (Sécurité du contact alimentaire).
- Coordination avec Inspections par des tiers (SGS, TUV, BV) selon les exigences du client.

Conclusion : Une fabrication stable pour un partenariat à long terme
De la matière première à la boîte finale, chaque étape a un impact sur la sécurité, la durabilité et l'expérience de l'utilisateur d'un autocuiseur. Grâce à des flux de travail normalisés et à des tests rigoureux, Linkton garantit que chaque autocuiseur en acier inoxydable répond aux exigences de volume et de qualité du marché B2B.